Industry 4.0 has been making an impact in manufacturing for a number of years, enabling companies to get deep insight into the performance of their machines.
But what about activities where there's no machine to extract data from? Or when the conditions mean that the sensors just don't work? Traditionally this would have made automatic data collection impossible, but advancements in computer vision are changing how we approach this challenge.
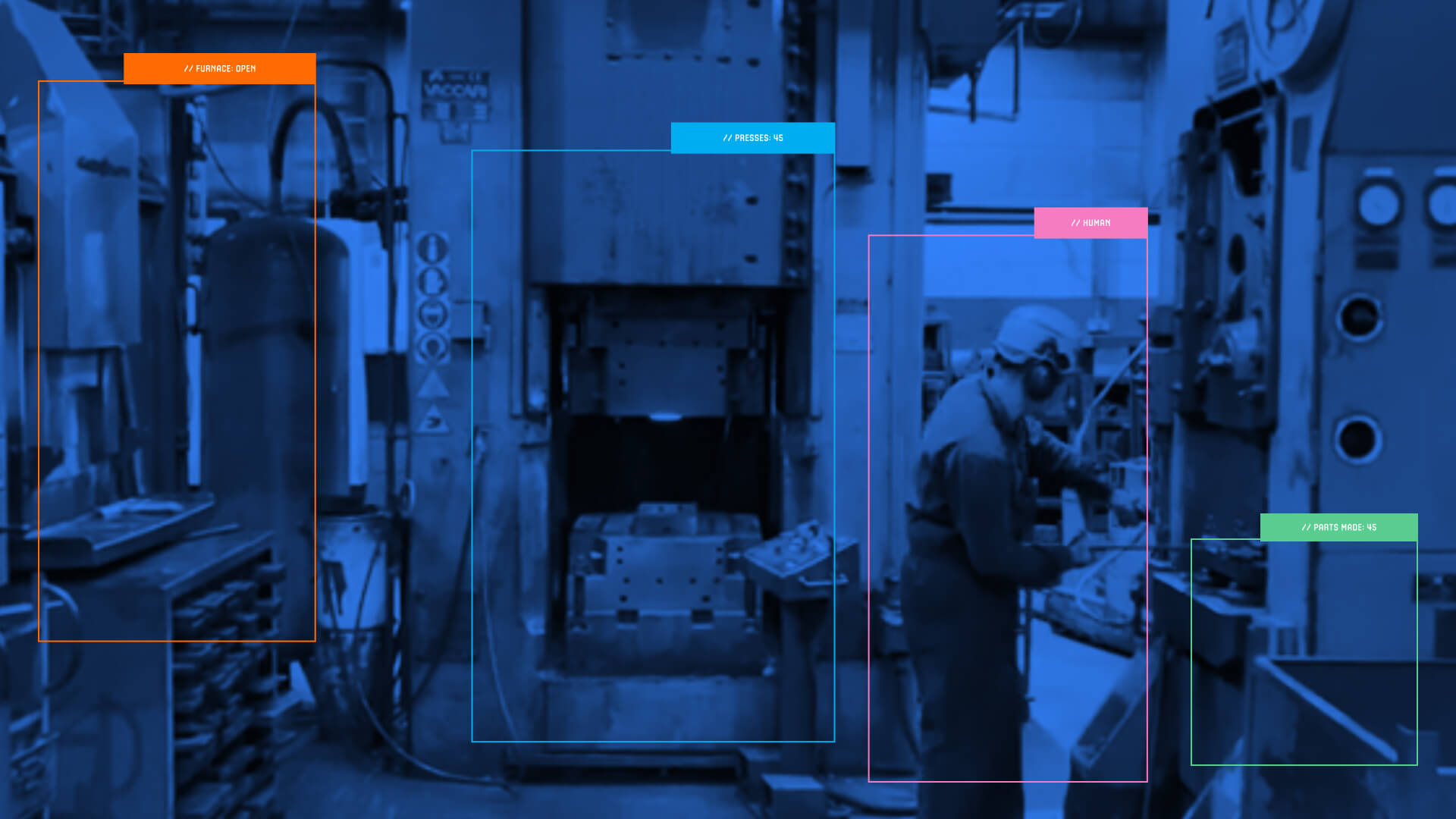
Computer vision is a subfield of artificial intelligence (AI) that enables machines to interpret and analyse visual data, such as images and video. By leveraging algorithms and machine learning models, computer vision systems can recognise objects and classify them, detect specific events or anomalies, measure distances, angles, or other spatial relationships, and track movements and behaviours over time. This technology mimics human visual perception but operates with far greater speed, consistency, and accuracy, making it an invaluable tool in industrial applications.
In manufacturing, computer vision bridges the gap between machine-driven processes and manual or semi-automated tasks. It allows manufacturers to monitor manual workflows without interrupting operations, collect precise data from areas where traditional sensors are impractical, and identify inefficiencies and opportunities for optimisation. By deploying computer vision systems, manufacturers can achieve a more holistic understanding of shop-floor activities, enabling informed decision-making and continuous improvement.
Beyond process monitoring, safety and compliance are other critical areas where computer vision can be employed. For instance, it can monitor adherence to safety protocols, such as the use of personal protective equipment (PPE), and detect hazardous conditions or unsafe behaviours as they occur.
Additionally, computer vision can collect operational data in challenging environments, such as areas exposed to extreme temperatures, moisture, or restricted access, where traditional sensors might fail.
How to maximise the value of computer vision for data collection:
- Identify High-Impact Use Cases: Focus on areas where computer vision can deliver the greatest value, such as monitoring manual workflows, ensuring safety compliance, or detecting product defects. Start with a process that has clear metrics for success and measurable ROI.
- Invest in Quality Data and Labeling: The accuracy of a computer vision system depends on the quality of its training data. Use high-resolution images or videos and ensure they represent the actual conditions of your shop floor. Properly label your data to train the system effectively and avoid biases.
- Start Small with Pilot Projects: Test computer vision solutions on a smaller scale, such as one production line or a specific process. This allows you to identify technical and operational challenges, validate the technology, and refine your approach before scaling across the facility.
- Ensure Seamless Integration: Align your computer vision systems with existing tools, such as manufacturing execution systems (MES), ERP software, and IoT platforms. This integration ensures that insights are actionable and flow seamlessly into your broader decision-making processes.
- Train and Engage Employees: Provide thorough training for operators and managers on how to use the system and interpret its outputs. Engage employees early in the implementation process to ensure buy-in, address concerns, and foster a collaborative environment for success.